
С помощью ванного способа можно создать качественное сварное соединение арматурных прутков. При этом идёт усиление участков, которые расположены рядом со сварочным швом.
Суть технологии
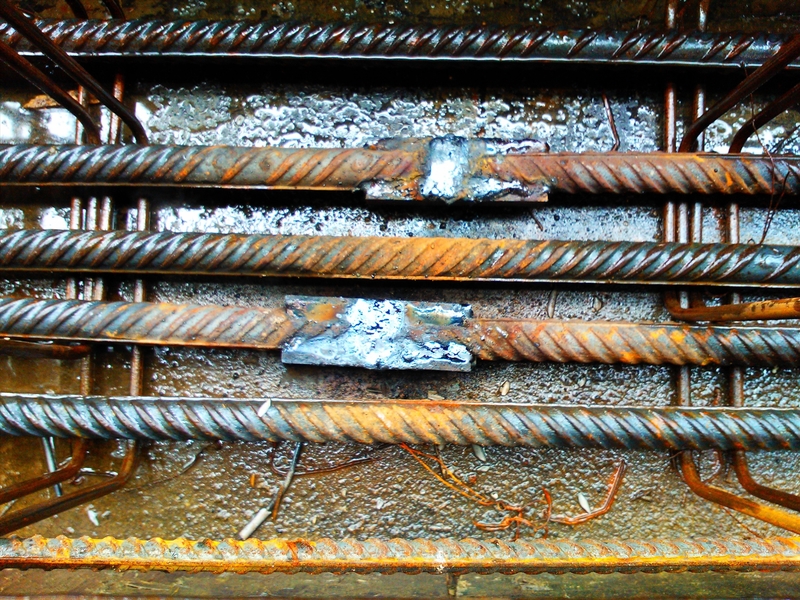
При сварке больших диаметров арматуры удобно применять ванный метод. Для этого существуют специально разработанные U-образные скобы. Они надеваются на концевые части арматуры. Закрепление ведётся двумя способами:
- Точечной приваркой.
- Резьбовым накручиванием. При этом на арматуре и ванночке должна существовать резьба.
Во время сварки идёт расплавление арматуры и электрода. Жидкий металл заполняет все зазоры между ванной и прутками. По бокам ставятся ограничители. Они необходимы для того, чтобы предотвратить растекания жидкого сплава. Соединение образуется неразъёмное и крепкое.
Разновидности ванн
Устанавливаемые скобы бывают двух типов:
- Одноразовые. После сварки скоба не снимается. Это значительно усиливает стык. На месте остаются и ограничители. Металл в ванной имеет толщину до 8 мм. В качестве материала применяется низкоуглеродистая сталь.
- Многоразовые. В качестве материала для съёмных ванн обычно используется медь. Кроме того, может применяться керамика или графит. Эти изделия используются повторно, но из-за высокой цены не нашли широкого применения.
Одноразовые конструкции являются более востребованными.
Этапы процесса
Сварка арматуры имеет следующий порядок:
- На первом этапе оба конца арматуры зачищаются.
- Прутки прикладываются торцевыми участками с зазором 2 мм.
- Сверху одевается U-образная скоба. С помощью сварки она слегка прихватывается.
- Электрод подводится поочередно к двум торцам прутков. Задача состоит в том, чтобы заполнить двухмиллиметровый зазор расплавленным металлом. Движение расходника должны быть равномерными и плавными.
- На последнем этапе необходимо прогреть весь расплавленный металл. Он должен расплыться и заполнить существующие зазоры.
Расход электродов при такой работе достигает 5 единиц. Замена расходников должна осуществляться на протяжении 5 секунд. Это необходимо для того, чтобы металл не успел застыть.
Работа гребенкой
Под гребенкой понимается использование сразу несколько электродов, которые вставлены в специальный держатель. Такая работа требует выполнения следующих условий:
- Формирование дуги ведётся чирканьем электродов о металлическую ванночку. Касание арматуры будет недостаточно для зажигания такого большого количества расходников.
- Периодически требуется опускать электроды в расплавленный металл. Это необходимо для его прогрева.
- В данном случае зазор 2 мм между торцами можно не оставлять, плотно прижимая прутки.
Данная технология отличается сложностью, поэтому используется редко. - Достоинства и недостатки
- Преимущества такого метода состоят в следующем:
- Полученное соединение характеризуется надёжностью и прочностью.
- Нет необходимости использовать специальное оборудование.
- При сварке прутков всегда можно найти требуемый размер U-образной скобы.